Бочкові насоси (drum pumps) не завжди на виду, але саме вони часто рятують ситуацію там, де потрібно акуратно, безпечно й контрольовано перекачати рідину з бочки, єврокуба чи невеликої цистерни.
Що таке бочковий насос і для чого він потрібен?
Як випливає з назви, бочкові насоси призначені для перекачування рідких середовищ з тарних ємностей:
- стандартних металевих та пластикових бочок
- IBC-контейнерів (єврокубів)
- невеликих резервуарів і цистерн
Вони можуть працювати в різних режимах:
- фасування (дозоване заповнення тари)
- повне спорожнення ємностей
- перекачування на відстань по горизонталі та/або вертикалі
За конструкцією бочкові насоси належать до напівзанурених: робоча частина опускається в ємність, двигун залишається зовні. Фактично, це «мала версія» вертикальних відцентрових або інших типів насосів, адаптована саме під роботу з бочками та контейнерами.
Переваги бочкових насосів
До ключових сильних сторін бочкових насосів можна віднести:
- Сумісність з більшістю стандартних контейнерів
Одна помпа може працювати з різними типами бочок та єврокубів за рахунок стандартних довжин занурювальної частини. - Мінімальний залишок продукту
Конструкція дозволяє майже повністю спорожнити ємність, зменшуючи втрати дорогих реагентів або продукту. - Контрольований потік і дозування
Насоси підходять не лише для простого перекачування, а й для відносно точного прокачування та фасування. - Простота монтажу та обслуговування
Насос легко встановити, зняти, промити; конструкція, як правило, не вимагає складного сервісу. - Можливість перекачування на відстань
За правильно підібраних параметрів бочковий насос забезпечує стабільну подачу рідини на необхідну відстань. - Регулювання продуктивності
Потік можна регулювати за рахунок частотного перетворювача, дроселювання чи використання моделей з різними характеристиками.
Обмеження та недоліки
Водночас бочкові насоси мають низку технічних обмежень, які варто враховувати на етапі вибору:
- Обмеження за в’язкістю та густиною рідини
Для сильно в’язких продуктів (важкі мастила, пасти, густі сиропи) стандартний бочковий насос може бути неефективним — потрібні спеціалізовані рішення. - Не призначені для високих напорів і великих витрат
Це рішення для локальних задач, а не для побудови магістральних насосних станцій чи високонапірних систем.
Fields of application
Бочкові насоси використовуються там, де потрібно безпечно та акуратно працювати з рідинами в тарі:
- The chemical industry
Перекачування хімреагентів, кислот, лугів, агресивних середовищ з бочок та єврокубів, спорожнення невеликих резервуарів у лабораторіях та цехах. - Food industry
Переміщення сиропів, концентратів, інгредієнтів, допоміжних рідин, що використовуються у виробництві продуктів. - Фармацевтика та косметика
Робота з компонентами, які постачаються в бочках, де важливі чистота процесу, безпека та мінімізація контакту оператора з продуктом. - Загальнопромислові задачі
Злив/налив технічних рідин, олив, мийних засобів, емульсій тощо.
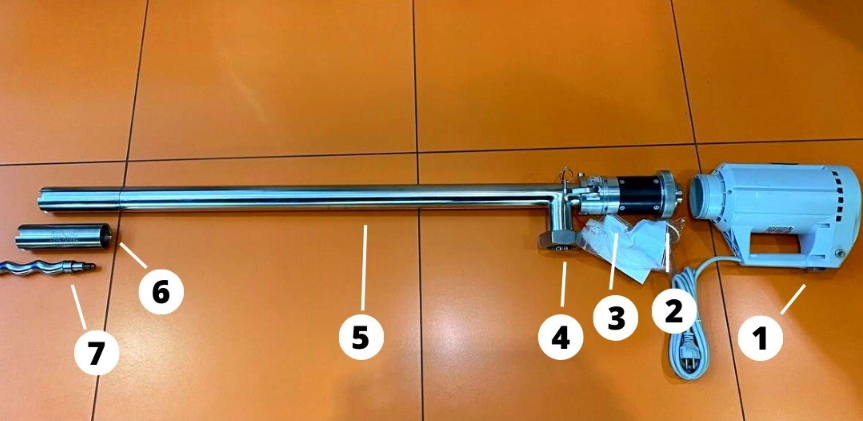
Типова конструкція бочкового насоса
На основі представленого на фото варіанта можна виділити основні вузли:
- electric motor
- camera mounting nut
- камера (корпус)
- вихідний патрубок із накидною гайкою
- робоча камера / гідравлічна частина
- stator
- rotor
Конструкція може відрізнятися залежно від виробника та принципу роботи (відцентровий, шестеренний, пневматичний тощо), але загальна логіка — занурювана помпа з зовнішнім приводом — зберігається.
Якщо вам потрібно купити бочковий насос з оптимальним співвідношенням ціна/функціональність і правильно підібрати модель під конкретну рідину та завдання, звертайтеся до менеджерів нашої компанії за телефоном:
+38 044 390-73-38.